|
Filling Water Treatment for Heating and Cooling Distribution Networks according to VDI 2035
for a trouble-free operation of your your cooling and heating network What water should be used to fill heating systems? In principle it used to be simple. To fill the heating system, the HVAC specalist simply used drinking water. Today, the HVAC technician has to carefully evaluate how to treat the water before filling. Chemical knowledge is obligatory in order to avoid mistakes. The HVAC specalist must choose a suitable process (softening or desalination) and decide for or against chemical additives. Mistakes can quickly creep in, which can cause major damage. However, there are best practices. Recommendations have been published by the Association of German Engineers (VDI). On the one hand there is the:
Date of issue: 2005-12 Available in: German / English Publisher: VDI Verein Deutscher Ingenieure Author: VDI Department
|
|
The Directive covers primarily water softening.
It states, simplified:
If unsoftened water is used during filling, it can lead to scaling!
On the other hand there is VDI 2035 Part 2.
Technical interpretation of Alpenlandwater:
Technical interpretation of VDI2035 Part 2 "Prevention of damage in water heating installations - Water-side corrosion".
Explanations for planners, heating engineers and operators of heating networks
Preliminary remarks
VDI Guideline 2035, Sheet 2 describes in detail many possible corrosion-effects and influences for the development and prevention of corrosion damage in hot water heating systems.
Scope
The VDI Guideline 2035 applies to warm-water heating systems according to DIN EN 12828, whose operating temperatures do not exceed 100°C. AGFW worksheet FW 510 applies to warm-water heating systems in a network of heating systems and heating systems with temperatures > 100°C.
The VDI 2035 sheet 2 basically assumes closed water-bearing systems and a low-oxygen water. Only with this starting position is it possible to reduce the reduction of corrosion processes by treating water in such a way that the technically "normal" service life of the warm-water system is achieved.
The corrosion behaviour of the materials usually used in heating networks
The service life of heating networks is significantly influenced by the service life of the metallic and non-metallic materials used for this purpose. In the case of metals, this is decisively influenced by the formation and maintenance of thin protective layers of metal oxides on their surfaces, which inhibit corrosion processes to such an extent that a service life according to VDI 2067 is achieved. The formation of the protective layer is at the beginning a corrosion process, which comes to a virtual standstill when the protective layer is well formed. The protective layers of the various materials show their optimum resistance under different chemical conditions, which is why similar materials of this type (e.g. ferrous materials) facilitate corrosion protection. Copper materials can be integrated without any problems under "normal" conditions. Aluminium components require special consideration. The corrosion itself is an electrochemical process, in so-called corrosion elements, which is influenced by local differences in the material, the protective layers and the water chemical conditions. The greater the differences, the stronger the corrosion element (corrosion potential) and the greater the risk of local corrosion. Uniform conditions lead to surface corrosion, which can be so low that the technically usual service life is achieved. The rate of corrosion is also influenced by the electrical conductivity (LF) of the heating medium. A low LF hinders the flow of the corrosion current, a high LF (low electrical resistance) facilitates corrosion processes. However, this only applies to treated water without the addition of chemical inhibitors to prevent corrosion. Protective layers can be damaged by chemical and physical processes, e.g. if the pH-value is too low, the protective layers are dissolved, or the usual formation of protective layers is "disturbed" by too much oxygen, see VDI 2035, sheet 2, sections 5+6. If protective layers are removed by mechanical (e.g. vibrations, oscillations, excessive flow) or thermal (alternating) stress, the corrosion protection is no longer given and the material corrodes locally. Flaws in protective coatings can corrode very quickly if large areas are protected in the environment and only small active corrosion spots are present. The corrosion current concentrates on the flaws and leads to pitting corrosion. Non-metallic materials usually fail due to incorrect treatment during installation (e.g. insufficient contact pressure in seals), hindered expansion or over-expansion in polymers Metallic materials corrode in the simultaneous presence of water and oxygen (from the air) with the formation of iron oxides (rust), original cast surfaces with so-called cast skin much slower. Depending on the operational and water-chemical conditions, a relatively slow surface or trough-shaped corrosion with the formation of rust sludge occurs, but also the relatively fast pitting corrosion is possible. Preferably, the areas that are particularly affected by thermal (by welding), mechanical, geometric (in gaps) or chemical (air infiltration) corrosion. The corrosion products can lead to blockages e.g. in underfloor heating pipes and fittings etc., as well as to heat accumulating deposits in the boiler. Galvanised steel is rather unfavourable, because the zinc coating easily flakes off at temperatures > 60°C and is dissolved in alkaline water in the medium term, whereby the zinc behaves similarly to alkaline earths (hardeners), see VDI 2035, sheet 1.
The defined aim of corrosion protection in heating networks is therefore to prevent the access of oxygen as much as technically possible.
In addition, a "weakly alkaline" pH value of at least 8.2, optimally 8.5-9.5 (max. 10.0 depending on the materials used) is required. Stainless steel has good resistance in heating networks. Corrosion caused by iron oxides that have been infiltrated does not occur if the corrosion resistance listed in section 7
are met. Copper materials (copper, nickel-bronze, gunmetal, brass) Copper, nickel-bronze, gunmetal, dezincification-resistant and special brass have good resistance in slightly alkaline (pH-value 8.2-9.5) and low-oxygen filling water. Brass with too low a copper content can, with certain water compositions (e.g. when filled with pure soft water with high chloride and
sodium hydrogen carbonate concentration) can be damaged by dezincification, see also VDI 2035, sheet 2, section 6.1. At flow velocities (also locally at turbulence zones) > 2 m/s erosion corrosion can occur with copper. The copper alloys behave somewhat better, but are also susceptible. Normal brass with about < 70 % copper is susceptible to stress corrosion cracking in the presence of > 10-15 mg/l ammonia in the heating water in the presence of tensile stresses. Copper and its alloys fail in the presence of sulphides, forming black crystalline deposits of copper sulphide. Sulphides can be formed in heating water from the sulphate of the filling water by microbial processes and chemically by conversion from sulphite (e.g. from the oxygen binding agent
sodium sulphite). If diluted acid is added to water containing sulphide, a typical smell of rotten eggs is produced.
Aluminium materials Plants with a significant proportion of aluminium materials are best operated without inhibitors (only possible if there is no excessive material mix) with low-salt heating water (el. LF at 25°C < 100 μS/cm). They should also only contain a limited proportion of copper materials. Al materials tend to form gas in heating networks for a longer period of time until a homogeneous, dense protective layer has formed. Inhibitors can reduce the gas production. Al materials are attacked by too alkaline water (pH value > 8.5 for unalloyed aluminium, pH value > 9 for aluminium alloys), whereby gas (hydrogen) is increasingly developed. Flow velocities > 2 m/s can cause erosion corrosion. If the protective layer on aluminium alloys is chemically or mechanically damaged, aluminium is the least precious metal used in heating systems!
Contact corrosion by mixed installation of metallic materials
Contact corrosion is a localised corrosion that occurs when electrically conductive materials with significantly different electrochemical potentials come into direct contact with each other. As an example, "noble" copper and "base" iron are often cited, where the iron corrodes. This is correct,
if one considers the so-called normal potentials, which are based on metallically bright surfaces in strong solutions of copper and iron salts. However, bare metal surfaces are generally not present in heating systems, at best metals with insufficient protective coatings. Since all oxides of the metals are "nobler" than the base materials, local corrosion is possible even on the same material at flaws in the protective coating! Important for the practice are the current potentials of the materials including their protective layers in the given heating water. For this reason the danger of contact corrosion in heating systems is not given if the corrosion potentials of the materials used with their protective layers are similar in a heating water. This is the case with materials of similar type (e.g. ferrous materials), but also with other materials with similar corrosion potential, e.g. copper materials. Aluminium alloys are less resistant at the ideal pH values for iron and copper materials and can fail due to contact corrosion
Seals and packings, elastomers and plastics
The aforementioned components and materials are only well resistant in heating water without special conditioning agents (corrosion protection agents) if they are used and installed correctly and the heating water is low in oxygen. In addition, the replenishment quantities should be strongly limited (approx. 10% of the filling water volume for the lifetime). Exceptions can be made for seals and
Packings with excessively alkaline water (e.g. in the case of filling and supplementary water from softened water with a high acid capacity [KS4.3 > 5 mmol/l]), if the contents of the heating water can concentrate at leakage points, see VDI 2035, sheet 2, section 6.6. Elastomers and plastics can be damaged by inhibitors, so-called "film-forming amines" and oil-like substances (swelling, loss of strength). Causes and avoidance of oxygen (air) ingress An unusual ingress of air in heating networks is primarily noticeable by an increased occurrence of gas cushions, because the approx. 21 % oxygen in the air is consumed by corrosion on "black" steel and the 79 % inert gases (nitrogen) are emitted at the highest points of the heating system. With automatic system ventilation, this important information is often lost! Despite correct construction and operation of heating networks, the entry of small amounts of air cannot be avoided and is generally tolerable. This is referred to as a closed, technically gas-tight system or, in VDI 2035, Sheet 2, as a "corrosion-technically closed system" (closed system in which no damaging corrosion takes place). Properly constructed and operated heating systems have oxygen contents of < 0.05 mg/l in the water! Values around and > 0.1 mg/l O2 are indications of defects with corrosion-chemical consequences, because it must be taken into account that these values result from oxygen ingress and a certain oxygen consumption due to corrosion of "black" steel. In heating networks with an open expansion vessel at the top (open systems), the entry of air is particularly pronounced when heating water circulates through the expansion vessel. The connection by means of spur lines reduces the air inflow, see VDI 2035,. 2, section 7.2. In systems with membrane expansion vessel (safety-related closed systems), the air inflow is usually minimal. However, a relatively large amount of air can enter if, among other things (see also VDI 2035, Sheet 2, Sections 7.4, 9.2, 9.3 and Appendix A), the expansion vessel (AD vessel) is incorrectly designed (not the
volume of expansion water), the pressure in the AD vessel is not matched to the static pressure of the WW heating system, the heating network contains too little water and the pressure is too low (maintenance problem), circulating pumps are installed too strongly and the water flow to the AD vessel is too low.
non-vacuum-tight valves are "processed", "non-oxygen-tight" (see DIN 4726) plastic pipes for panel heating or pipes/hoses for radiator connection are installed in significant quantities (also applies to open systems). Membrane AD vessels with compressed air cushion also supply defined quantities of air to the heating network, as the membranes are not gas-tight. An inert gas cushion of nitrogen avoids this problem. Deficiencies in the first two indents also lead to increased water replenishment with the risk of excessive deposits of "scale", see VDI 2035, Sheet 1.
As remedial measures for increased air ingress, technical solutions should always be sought and implemented first! This also applies to increased oxygen input through "non-oxygen-tight" panel heating systems, where system separation is the first choice
see VDI 2035, sheet 2, section 7.1 and 7.5 Chemical oxygen binding agents and corrosion inhibitors should only be used if
technical solutions are not or very difficult to implement. They require a regular check of the effectiveness and, if necessary, re-dosing, see VDI 2035, sheet 2, sections 8.3 - 8.4. At larger intervals it may be necessary to replace the water filling. Electrochemical processes often lead to unfavourable sludge formation. Physically acting systems not only degas but often aerate the heating water. They are only useful in the initial stages of heating systems that are difficult to ventilate, but not in continuous operation, see 4, paragraph 1. 5 Causes and avoidance of pH value changes Drinking water from public utilities has a hidden alkalinity in the form of compounds of carbonic acid with alkaline earths ("carbonate hardness") or alkalis (sodium bicarbonate). The compounds of carbonic acid decompose during heating, forming alkaline substances (carbonates), which is why a "weakly alkaline" pH value above 8.3 is usually automatically set in the heating water after a short period of operation. When using softened water (soft water) as filling and supplementary water, the pH-value can rise above 9.5, see par.3.5. Acidic substances that lower the pH-value result from the addition of chemicals (e.g. ascorbic acid) or insufficiently rinsed antifreeze (rinse the entire system several times thoroughly!). If a "weakly alkaline" pH value of > 8.3 is not self-adjusting in the heating water after a short period of operation, this must be corrected by adding chemical pH value boosters. Wait 2-4 weeks before making further corrections! Causes and avoidance of high electrical conductivity (LF) The LF (a simplified measure of the "salt content") of the heating water is primarily determined by the LF
of the filling and supplementary water. When filling with drinking water, the LF may decrease over time as lime precipitates. With softened water the LF usually increases. The LF is also significantly increased by adding corrosion inhibitors and various other agents (e.g. antifreeze, sodium sulphite). At the same time, however, the chemical corrosion inhibitors slow down the rate of corrosion. Corrosion processes can be greatly reduced by "low-salt" heating water with an LF at 25°C < 100 μS/cm (if it is low-oxygen water). If heating networks are pressurised with tap water, and sufficiently rinsed and then filled with desalinated water (with LF < 20 μS/cm), the conductivity can be kept below 50 μS/cm. This applies especially to larger plants with > 3 m³ network volume. Stone formation is also minimised by the likewise reduced calcium content. Desalinated water can be produced on site or, in the case of larger quantities, can be delivered ready prepared (tank and tanker train). Softened water (soft water) reduces the formation of scale, but not the LF!
Water chemical requirements
A pH value at 25°C of (min. 8.2) 8.5 - 9.5 (max. 10.0) and an electrical conductivity at 25°C below 100 μS/cm in the heating circulation water reduce the risk of corrosion of iron and copper materials to a minimum, if at the same time a low oxygen content of below 0.05 mg/l is present. With a heating water conductivity > 800-1000 μS/cm, a pH value of 9-9.5 is recommended. For aluminium materials, the pH value at 25°C should not exceed 8.5 (aluminium) or 9.0 (aluminium alloy). In correctly constructed and operated heating networks of mainly unalloyed or low-alloyed steel, a low-oxygen heating water with < 0.05 mg/l O2 will be produced automatically after a short period of operation, if unusual air ingress is avoided. Even a "weakly alkaline" pH value often results by itself. An LF < 100 μS is obtained with desalinated filling water.
Corrosion protection through proper planning
Optimum corrosion protection of all technical installations - including heating networks - must start at the planning stage and take into account their plant- and operation-specific characteristics, see VDI 2035, sheet 2, section 7. Important points include the following - type of installation : favourably enclosed installations
with membrane AD vessel with nitrogen cushion. System separation for panel heating systems with oxygen permeable materials. - Design: Heating boiler, circulation pumps, AD vessel and heating surfaces well matched to each other. - Selection of materials: Favorably "black" steel with pumps and fittings made of cast iron, possibly copper materials, also with "oxygen-tight" panel heating systems. Aluminium with adapted water chemistry. - Water treatment
Use "chemicals" sparingly (if necessary for pH correction) and aim for low-salt heating water.
Corrosion inhibitors should only be used if the specifications for dissolved oxygen and the other technical recommendations cannot be observed. Exceptions are made for systems that are already highly corrosive. For low-salt filling water with LF < 100 μS the normal replenishment for systems < 350 kW, the water must be replenished with raw water. For plants > 350 kW it should be made with desalinated water. This also fulfils the requirements of VDI 2035 part 1 regarding stone protection. - The time between pressure test and commissioning should be as short as possible.
It states, simplified:
If unsoftened water is used during filling, it can lead to scaling!
On the other hand there is VDI 2035 Part 2.
Technical interpretation of Alpenlandwater:
Technical interpretation of VDI2035 Part 2 "Prevention of damage in water heating installations - Water-side corrosion".
Explanations for planners, heating engineers and operators of heating networks
Preliminary remarks
VDI Guideline 2035, Sheet 2 describes in detail many possible corrosion-effects and influences for the development and prevention of corrosion damage in hot water heating systems.
Scope
The VDI Guideline 2035 applies to warm-water heating systems according to DIN EN 12828, whose operating temperatures do not exceed 100°C. AGFW worksheet FW 510 applies to warm-water heating systems in a network of heating systems and heating systems with temperatures > 100°C.
The VDI 2035 sheet 2 basically assumes closed water-bearing systems and a low-oxygen water. Only with this starting position is it possible to reduce the reduction of corrosion processes by treating water in such a way that the technically "normal" service life of the warm-water system is achieved.
The corrosion behaviour of the materials usually used in heating networks
The service life of heating networks is significantly influenced by the service life of the metallic and non-metallic materials used for this purpose. In the case of metals, this is decisively influenced by the formation and maintenance of thin protective layers of metal oxides on their surfaces, which inhibit corrosion processes to such an extent that a service life according to VDI 2067 is achieved. The formation of the protective layer is at the beginning a corrosion process, which comes to a virtual standstill when the protective layer is well formed. The protective layers of the various materials show their optimum resistance under different chemical conditions, which is why similar materials of this type (e.g. ferrous materials) facilitate corrosion protection. Copper materials can be integrated without any problems under "normal" conditions. Aluminium components require special consideration. The corrosion itself is an electrochemical process, in so-called corrosion elements, which is influenced by local differences in the material, the protective layers and the water chemical conditions. The greater the differences, the stronger the corrosion element (corrosion potential) and the greater the risk of local corrosion. Uniform conditions lead to surface corrosion, which can be so low that the technically usual service life is achieved. The rate of corrosion is also influenced by the electrical conductivity (LF) of the heating medium. A low LF hinders the flow of the corrosion current, a high LF (low electrical resistance) facilitates corrosion processes. However, this only applies to treated water without the addition of chemical inhibitors to prevent corrosion. Protective layers can be damaged by chemical and physical processes, e.g. if the pH-value is too low, the protective layers are dissolved, or the usual formation of protective layers is "disturbed" by too much oxygen, see VDI 2035, sheet 2, sections 5+6. If protective layers are removed by mechanical (e.g. vibrations, oscillations, excessive flow) or thermal (alternating) stress, the corrosion protection is no longer given and the material corrodes locally. Flaws in protective coatings can corrode very quickly if large areas are protected in the environment and only small active corrosion spots are present. The corrosion current concentrates on the flaws and leads to pitting corrosion. Non-metallic materials usually fail due to incorrect treatment during installation (e.g. insufficient contact pressure in seals), hindered expansion or over-expansion in polymers Metallic materials corrode in the simultaneous presence of water and oxygen (from the air) with the formation of iron oxides (rust), original cast surfaces with so-called cast skin much slower. Depending on the operational and water-chemical conditions, a relatively slow surface or trough-shaped corrosion with the formation of rust sludge occurs, but also the relatively fast pitting corrosion is possible. Preferably, the areas that are particularly affected by thermal (by welding), mechanical, geometric (in gaps) or chemical (air infiltration) corrosion. The corrosion products can lead to blockages e.g. in underfloor heating pipes and fittings etc., as well as to heat accumulating deposits in the boiler. Galvanised steel is rather unfavourable, because the zinc coating easily flakes off at temperatures > 60°C and is dissolved in alkaline water in the medium term, whereby the zinc behaves similarly to alkaline earths (hardeners), see VDI 2035, sheet 1.
The defined aim of corrosion protection in heating networks is therefore to prevent the access of oxygen as much as technically possible.
In addition, a "weakly alkaline" pH value of at least 8.2, optimally 8.5-9.5 (max. 10.0 depending on the materials used) is required. Stainless steel has good resistance in heating networks. Corrosion caused by iron oxides that have been infiltrated does not occur if the corrosion resistance listed in section 7
are met. Copper materials (copper, nickel-bronze, gunmetal, brass) Copper, nickel-bronze, gunmetal, dezincification-resistant and special brass have good resistance in slightly alkaline (pH-value 8.2-9.5) and low-oxygen filling water. Brass with too low a copper content can, with certain water compositions (e.g. when filled with pure soft water with high chloride and
sodium hydrogen carbonate concentration) can be damaged by dezincification, see also VDI 2035, sheet 2, section 6.1. At flow velocities (also locally at turbulence zones) > 2 m/s erosion corrosion can occur with copper. The copper alloys behave somewhat better, but are also susceptible. Normal brass with about < 70 % copper is susceptible to stress corrosion cracking in the presence of > 10-15 mg/l ammonia in the heating water in the presence of tensile stresses. Copper and its alloys fail in the presence of sulphides, forming black crystalline deposits of copper sulphide. Sulphides can be formed in heating water from the sulphate of the filling water by microbial processes and chemically by conversion from sulphite (e.g. from the oxygen binding agent
sodium sulphite). If diluted acid is added to water containing sulphide, a typical smell of rotten eggs is produced.
Aluminium materials Plants with a significant proportion of aluminium materials are best operated without inhibitors (only possible if there is no excessive material mix) with low-salt heating water (el. LF at 25°C < 100 μS/cm). They should also only contain a limited proportion of copper materials. Al materials tend to form gas in heating networks for a longer period of time until a homogeneous, dense protective layer has formed. Inhibitors can reduce the gas production. Al materials are attacked by too alkaline water (pH value > 8.5 for unalloyed aluminium, pH value > 9 for aluminium alloys), whereby gas (hydrogen) is increasingly developed. Flow velocities > 2 m/s can cause erosion corrosion. If the protective layer on aluminium alloys is chemically or mechanically damaged, aluminium is the least precious metal used in heating systems!
Contact corrosion by mixed installation of metallic materials
Contact corrosion is a localised corrosion that occurs when electrically conductive materials with significantly different electrochemical potentials come into direct contact with each other. As an example, "noble" copper and "base" iron are often cited, where the iron corrodes. This is correct,
if one considers the so-called normal potentials, which are based on metallically bright surfaces in strong solutions of copper and iron salts. However, bare metal surfaces are generally not present in heating systems, at best metals with insufficient protective coatings. Since all oxides of the metals are "nobler" than the base materials, local corrosion is possible even on the same material at flaws in the protective coating! Important for the practice are the current potentials of the materials including their protective layers in the given heating water. For this reason the danger of contact corrosion in heating systems is not given if the corrosion potentials of the materials used with their protective layers are similar in a heating water. This is the case with materials of similar type (e.g. ferrous materials), but also with other materials with similar corrosion potential, e.g. copper materials. Aluminium alloys are less resistant at the ideal pH values for iron and copper materials and can fail due to contact corrosion
Seals and packings, elastomers and plastics
The aforementioned components and materials are only well resistant in heating water without special conditioning agents (corrosion protection agents) if they are used and installed correctly and the heating water is low in oxygen. In addition, the replenishment quantities should be strongly limited (approx. 10% of the filling water volume for the lifetime). Exceptions can be made for seals and
Packings with excessively alkaline water (e.g. in the case of filling and supplementary water from softened water with a high acid capacity [KS4.3 > 5 mmol/l]), if the contents of the heating water can concentrate at leakage points, see VDI 2035, sheet 2, section 6.6. Elastomers and plastics can be damaged by inhibitors, so-called "film-forming amines" and oil-like substances (swelling, loss of strength). Causes and avoidance of oxygen (air) ingress An unusual ingress of air in heating networks is primarily noticeable by an increased occurrence of gas cushions, because the approx. 21 % oxygen in the air is consumed by corrosion on "black" steel and the 79 % inert gases (nitrogen) are emitted at the highest points of the heating system. With automatic system ventilation, this important information is often lost! Despite correct construction and operation of heating networks, the entry of small amounts of air cannot be avoided and is generally tolerable. This is referred to as a closed, technically gas-tight system or, in VDI 2035, Sheet 2, as a "corrosion-technically closed system" (closed system in which no damaging corrosion takes place). Properly constructed and operated heating systems have oxygen contents of < 0.05 mg/l in the water! Values around and > 0.1 mg/l O2 are indications of defects with corrosion-chemical consequences, because it must be taken into account that these values result from oxygen ingress and a certain oxygen consumption due to corrosion of "black" steel. In heating networks with an open expansion vessel at the top (open systems), the entry of air is particularly pronounced when heating water circulates through the expansion vessel. The connection by means of spur lines reduces the air inflow, see VDI 2035,. 2, section 7.2. In systems with membrane expansion vessel (safety-related closed systems), the air inflow is usually minimal. However, a relatively large amount of air can enter if, among other things (see also VDI 2035, Sheet 2, Sections 7.4, 9.2, 9.3 and Appendix A), the expansion vessel (AD vessel) is incorrectly designed (not the
volume of expansion water), the pressure in the AD vessel is not matched to the static pressure of the WW heating system, the heating network contains too little water and the pressure is too low (maintenance problem), circulating pumps are installed too strongly and the water flow to the AD vessel is too low.
non-vacuum-tight valves are "processed", "non-oxygen-tight" (see DIN 4726) plastic pipes for panel heating or pipes/hoses for radiator connection are installed in significant quantities (also applies to open systems). Membrane AD vessels with compressed air cushion also supply defined quantities of air to the heating network, as the membranes are not gas-tight. An inert gas cushion of nitrogen avoids this problem. Deficiencies in the first two indents also lead to increased water replenishment with the risk of excessive deposits of "scale", see VDI 2035, Sheet 1.
As remedial measures for increased air ingress, technical solutions should always be sought and implemented first! This also applies to increased oxygen input through "non-oxygen-tight" panel heating systems, where system separation is the first choice
see VDI 2035, sheet 2, section 7.1 and 7.5 Chemical oxygen binding agents and corrosion inhibitors should only be used if
technical solutions are not or very difficult to implement. They require a regular check of the effectiveness and, if necessary, re-dosing, see VDI 2035, sheet 2, sections 8.3 - 8.4. At larger intervals it may be necessary to replace the water filling. Electrochemical processes often lead to unfavourable sludge formation. Physically acting systems not only degas but often aerate the heating water. They are only useful in the initial stages of heating systems that are difficult to ventilate, but not in continuous operation, see 4, paragraph 1. 5 Causes and avoidance of pH value changes Drinking water from public utilities has a hidden alkalinity in the form of compounds of carbonic acid with alkaline earths ("carbonate hardness") or alkalis (sodium bicarbonate). The compounds of carbonic acid decompose during heating, forming alkaline substances (carbonates), which is why a "weakly alkaline" pH value above 8.3 is usually automatically set in the heating water after a short period of operation. When using softened water (soft water) as filling and supplementary water, the pH-value can rise above 9.5, see par.3.5. Acidic substances that lower the pH-value result from the addition of chemicals (e.g. ascorbic acid) or insufficiently rinsed antifreeze (rinse the entire system several times thoroughly!). If a "weakly alkaline" pH value of > 8.3 is not self-adjusting in the heating water after a short period of operation, this must be corrected by adding chemical pH value boosters. Wait 2-4 weeks before making further corrections! Causes and avoidance of high electrical conductivity (LF) The LF (a simplified measure of the "salt content") of the heating water is primarily determined by the LF
of the filling and supplementary water. When filling with drinking water, the LF may decrease over time as lime precipitates. With softened water the LF usually increases. The LF is also significantly increased by adding corrosion inhibitors and various other agents (e.g. antifreeze, sodium sulphite). At the same time, however, the chemical corrosion inhibitors slow down the rate of corrosion. Corrosion processes can be greatly reduced by "low-salt" heating water with an LF at 25°C < 100 μS/cm (if it is low-oxygen water). If heating networks are pressurised with tap water, and sufficiently rinsed and then filled with desalinated water (with LF < 20 μS/cm), the conductivity can be kept below 50 μS/cm. This applies especially to larger plants with > 3 m³ network volume. Stone formation is also minimised by the likewise reduced calcium content. Desalinated water can be produced on site or, in the case of larger quantities, can be delivered ready prepared (tank and tanker train). Softened water (soft water) reduces the formation of scale, but not the LF!
Water chemical requirements
A pH value at 25°C of (min. 8.2) 8.5 - 9.5 (max. 10.0) and an electrical conductivity at 25°C below 100 μS/cm in the heating circulation water reduce the risk of corrosion of iron and copper materials to a minimum, if at the same time a low oxygen content of below 0.05 mg/l is present. With a heating water conductivity > 800-1000 μS/cm, a pH value of 9-9.5 is recommended. For aluminium materials, the pH value at 25°C should not exceed 8.5 (aluminium) or 9.0 (aluminium alloy). In correctly constructed and operated heating networks of mainly unalloyed or low-alloyed steel, a low-oxygen heating water with < 0.05 mg/l O2 will be produced automatically after a short period of operation, if unusual air ingress is avoided. Even a "weakly alkaline" pH value often results by itself. An LF < 100 μS is obtained with desalinated filling water.
Corrosion protection through proper planning
Optimum corrosion protection of all technical installations - including heating networks - must start at the planning stage and take into account their plant- and operation-specific characteristics, see VDI 2035, sheet 2, section 7. Important points include the following - type of installation : favourably enclosed installations
with membrane AD vessel with nitrogen cushion. System separation for panel heating systems with oxygen permeable materials. - Design: Heating boiler, circulation pumps, AD vessel and heating surfaces well matched to each other. - Selection of materials: Favorably "black" steel with pumps and fittings made of cast iron, possibly copper materials, also with "oxygen-tight" panel heating systems. Aluminium with adapted water chemistry. - Water treatment
Use "chemicals" sparingly (if necessary for pH correction) and aim for low-salt heating water.
Corrosion inhibitors should only be used if the specifications for dissolved oxygen and the other technical recommendations cannot be observed. Exceptions are made for systems that are already highly corrosive. For low-salt filling water with LF < 100 μS the normal replenishment for systems < 350 kW, the water must be replenished with raw water. For plants > 350 kW it should be made with desalinated water. This also fulfils the requirements of VDI 2035 part 1 regarding stone protection. - The time between pressure test and commissioning should be as short as possible.

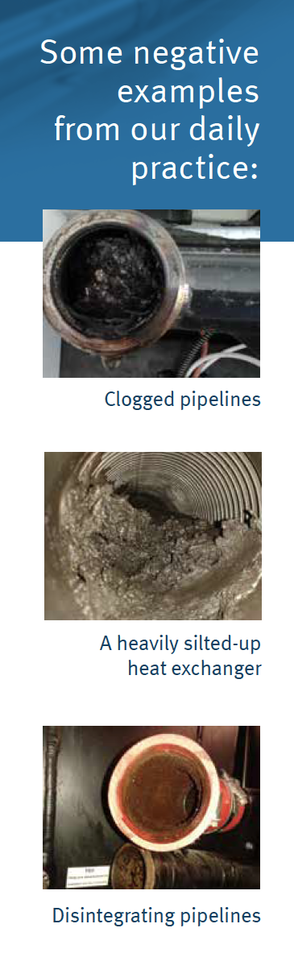
Standard-compliant raw material usage: avoid contamination to prevent high rehabilitation costs!
The HVAC system must be optimally prepared for filling. Dirt and impurities (foreign particles) are significant corrosion factors, which means that any introduction of impurities into the HVAC system must be avoided. Appropriate precautions must be taken as early as during the plant planning stage. Among other things, this is achieved by the use of clean and standard-compliant pipework materials (free of loose scale, rust, internal burrs and impurities), fittings and equipment (boilers, heat exchangers, radiators, convectors, expansion vessels, etc.) as well as by flawless production (with no weld beads, sealant or flux residues, burrs, swarf, etc.). It is necessary to clean all components of a heating system thoroughly prior to installation. |
|
Drinking water damages your heating and cooling systems! Do not let it come to that!